Wedoany.com Report on Mar 16th, Microfluidic diagnostic technology is transitioning from the laboratory to large-scale manufacturing. However, traditional soft lithography methods struggle to meet scaling demands, while standard injection molding processes face challenges in filling micron-scale channels. The high surface area-to-volume ratio causes molten polymer to solidify rapidly upon contact with the cold mold, forming a frozen layer that impedes flow and leads to incomplete filling. To address this, variable temperature injection molding technology has become a key solution, overcoming thermal resistance through dynamic mold temperature adjustment to achieve high-precision replication.
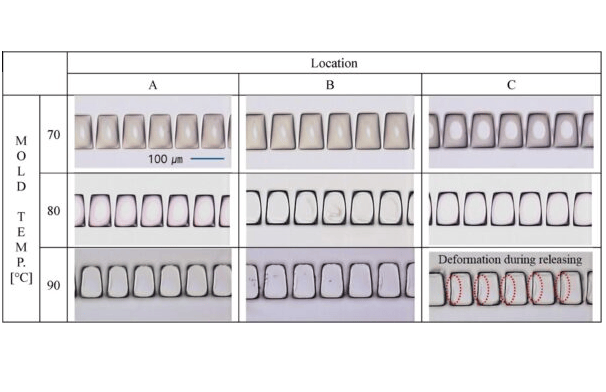
Variable temperature injection molding heats the mold to near the polymer's glass transition temperature before injection. For example, in the production of CTC filtration chips, the mold temperature is raised to 130°C during the filling phase to prevent melt freezing. Data shows that in a 0.2 mm cavity, a temperature increase of 20°C can reduce viscosity by over 57%. After filling is complete, the mold is rapidly cooled to 70°C for demolding, ensuring perfect filling of 6-micron micro-ridge corners.
PDMS material, commonly used in laboratories, is unsuitable for industrial-scale applications due to its low mechanical strength and tendency to adsorb small molecules. Large-scale production has shifted to Cyclic Olefin Copolymer (COC) and Cyclic Olefin Polymer (COP). These thermoplastics offer high transparency and low autofluorescence, which are crucial for the signal-to-noise ratio in fluorescence imaging diagnostics. COC also exhibits high resistance to polar solvents and low protein adsorption, safeguarding biological sample purity and providing the mechanical stability required for automated handling.
Trapped air in microchannels can damage structures, causing a diesel effect in 5-micron channels. Traditional venting slots are prone to clogging by polymer, so engineers employ active vacuum venting to reduce pressure below 6 mbar. Advanced tooling also uses porous steel inserts, allowing gas to escape while blocking polymer flow.
After injection molding, the chips need to be sealed without blocking the microchannels. Ultrasonic welding uses peripheral welding ribs, 500 microns high with an 82° tip, fusing only at that point. Functional microchannels maintain a 5-micron gap without melting. Optimization studies show that 400 joules of energy can achieve perfect sealing, while exceeding this value may cause damage and blockage.
The transition from PDMS to thermoplastics, combined with variable temperature injection molding technology, is driving the large-scale production of medical diagnostic devices. By precisely managing the thermal history of the mold, engineers can efficiently manufacture lab-on-a-chip devices on an industrial scale, bridging the gap between precision and speed.