en.Wedoany.com Reported - The performance of Heat Exchange Equipment does not always remain at its original design level after commissioning. Fouling, corrosion, blockage, vibration and seal aging can gradually reduce heat transfer efficiency, increase pressure drop, cause fluid leakage and lead to shutdowns.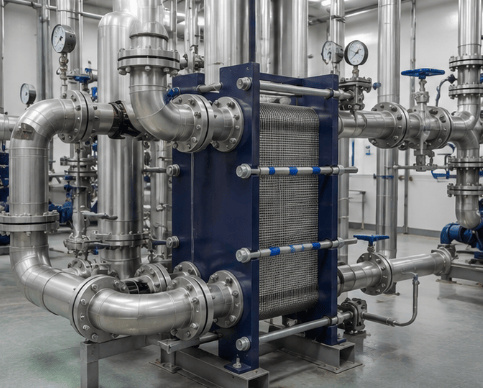
Fouling is one of the most common problems. Calcium and magnesium salts in cooling water, crystallized materials in process fluids, sludge and particles may accumulate on heat transfer surfaces. The fouling layer adds thermal resistance and reduces heat transfer between hot and cold fluids.
Fouling should not be judged only by outlet temperature. Operators should also monitor inlet and outlet temperature differences, flow rate, pressure drop, steam consumption and equipment load. Under similar production conditions, changing temperature performance, rising pressure drop or increasing energy use may indicate deposit formation.
Corrosion can reduce the thickness of tubes or plates and eventually cause leakage. Common forms include uniform corrosion, pitting, crevice corrosion, stress corrosion and erosion-corrosion. These mechanisms are influenced by material, temperature, fluid composition, flow velocity and oxygen content.
Low flow velocity may encourage deposits and localized corrosion, while excessive velocity can cause erosion. Equipment should therefore operate within a reasonable velocity range rather than increasing fluid speed without limit.
Leakage is an important safety risk. Tube rupture, plate perforation, gasket aging and loose connections may allow hot and cold fluids to mix. If the fluids are flammable, toxic or corrosive, leakage can create serious operating hazards.
Cleaning methods should match the type of deposit. Mineral scale may require chemical cleaning, while sludge and particles may be removed through mechanical cleaning or high-pressure water. Food and pharmaceutical equipment may require sanitary clean-in-place procedures. Excessive cleaning or incorrect chemicals can also damage equipment materials.
Online monitoring can help identify declining performance early. By collecting temperature, pressure, flow, vibration and energy data, the system can calculate changes in thermal efficiency and identify abnormal trends. Critical equipment may also use leakage detection and corrosion monitoring.
Maintenance should not wait until complete failure. Preventive maintenance intervals can be established according to operating time, pressure-drop changes, thermal performance and historical faults. Systems handling fouling fluids may also require improved filtration, softening, dosing or upstream separation.
Spare-parts management is equally important. Plate heat exchangers require suitable gaskets and replacement plates, while shell-and-tube units may require spare tubing, seals and tube-plugging tools. Missing critical spare parts can extend shutdown time.
Each unit should have a complete operating record, including design parameters, materials, fluid conditions, cleaning history, maintenance work and performance changes. Comparing data across different operating periods helps determine whether the equipment requires cleaning, repair or replacement.
Future maintenance will become more digital. Performance diagnosis, predictive maintenance and remote monitoring based on operating data can reduce unexpected failures, improve availability and control life-cycle costs.
The long-term value of heat exchange equipment depends not only on design and procurement, but also on operation and maintenance. When fouling, corrosion and leakage are controlled in time, the equipment can continue to provide stable, safe and efficient heat transfer.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com