en.Wedoany.com Reported - Crushing and grinding create the particle sizes required for mineral liberation, but they do not automatically produce a saleable concentrate. Valuable minerals and gangue remain mixed in the slurry and must be separated according to differences in surface chemistry, magnetism, density, or other physical properties.
Flotation machines, magnetic separators, gravity concentrators, and their supporting Ore Processing Equipment determine the balance between concentrate grade, valuable-mineral recovery, reagent consumption, and tailings losses.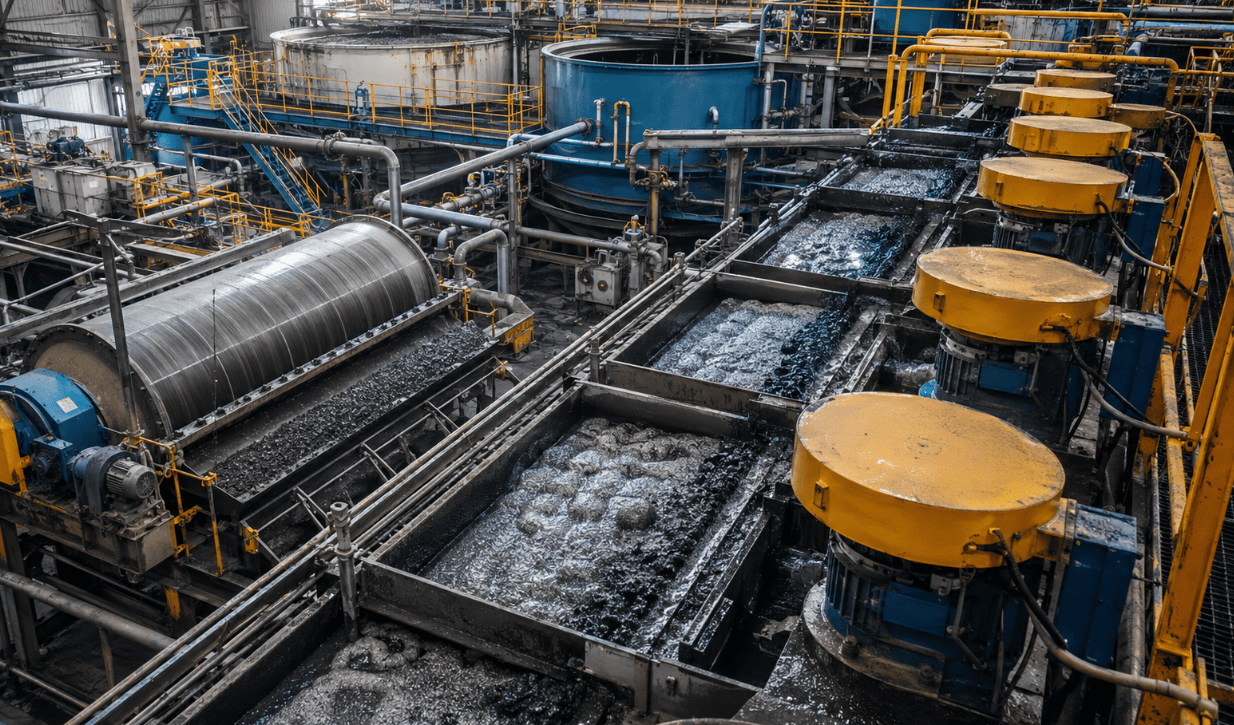
Froth flotation is widely used for sulfide ores, nonferrous metals, and selected industrial minerals. Reagents modify the surface properties of mineral particles so that the target minerals attach to air bubbles and report to a froth product. Performance depends on much more than flotation-cell volume.
Particle-size distribution, slurry density, air rate, bubble size, agitation intensity, reagent dosage, residence time, and froth removal all influence flotation results. Excessive agitation can increase power consumption and entrainment, while insufficient mixing may allow coarse particles to settle. Very coarse particles may detach from bubbles, whereas ultrafine particles may reduce selectivity and complicate froth control.
Coarse-particle flotation has become an important development direction because it may allow selected minerals to be recovered at a coarser grind size. Where ore mineralogy is suitable, this can reduce the amount of fine grinding required and may improve plant throughput, energy efficiency, water use, and tailings performance.
Magnetic separation uses differences in magnetic susceptibility. It is central to the beneficiation of magnetite and can also be applied to weakly magnetic minerals through higher-intensity equipment or combined processing routes. Magnetic field strength, drum speed, feed size, slurry density, and wash-water conditions must be coordinated to achieve the desired balance between grade and recovery.
Gravity concentration separates particles according to density and settling behaviour. Jigs, spiral concentrators, shaking tables, and centrifugal concentrators can operate with relatively limited reagent use. However, gravity processes require effective size classification because particles with different sizes may display similar settling velocities even when their densities differ.
Improved recovery rarely comes from installing one additional machine without changing the flowsheet. More effective strategies include improving liberation, stabilizing feed, controlling slurry density, optimizing rougher-cleaner-scavenger duties, and recovering liberated valuable particles before they are overground.
Flash flotation, for example, can recover fast-floating minerals directly from a grinding circuit. This reduces the time that already liberated particles remain in the mill and may improve throughput, recovery, and downstream dewatering.
Concentrate grade and recovery must ultimately be evaluated together. Maximizing grade can send excessive valuable material to tailings, while maximizing recovery without sufficient selectivity may increase gangue dilution. The optimum operating point depends on product specifications, smelter terms, tailings costs, ore value, and the remaining mine life.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com