en.Wedoany.com Reported - Getting started with robot bending automation can begin with part removal. Mike Ruediger, Senior Robot Application Engineer at SafanDarley North America (located in Waukesha, Wisconsin), offers step-by-step advice for shops considering this technology. Operating a press brake requires skill and is not simply a pick-and-place task, but the work is repetitive, especially as part volumes increase, and skilled operators are hard to find. Physically demanding, repetitive tasks should not consume the time of skilled workers.
Production volume is a key factor in determining automation. Ruediger points out that not all parts are suitable for automation; it works best with higher volumes. High volume does not necessarily mean large batch sizes. Modern technology enables complex part flow strategies, such as kit-based production, through segmented setups, automatic tool changes, and offline simulation. Automation is also suitable for families of similar parts, like enclosures, where programs can be adjusted for frequently ordered specific geometries. However, for one-off prototype parts, a manual press brake may be more appropriate.
Part size is another important consideration. Robot bending excels when handling extremely small and extremely large parts. Small workpieces pose a pinch risk on older press brakes lacking modern safety systems, while large workpieces increase labor demands and present ergonomic issues. Operators can fatigue easily when hoisting large sheets, leading to an inability to fully support the workpiece during bending, which affects bending repeatability.
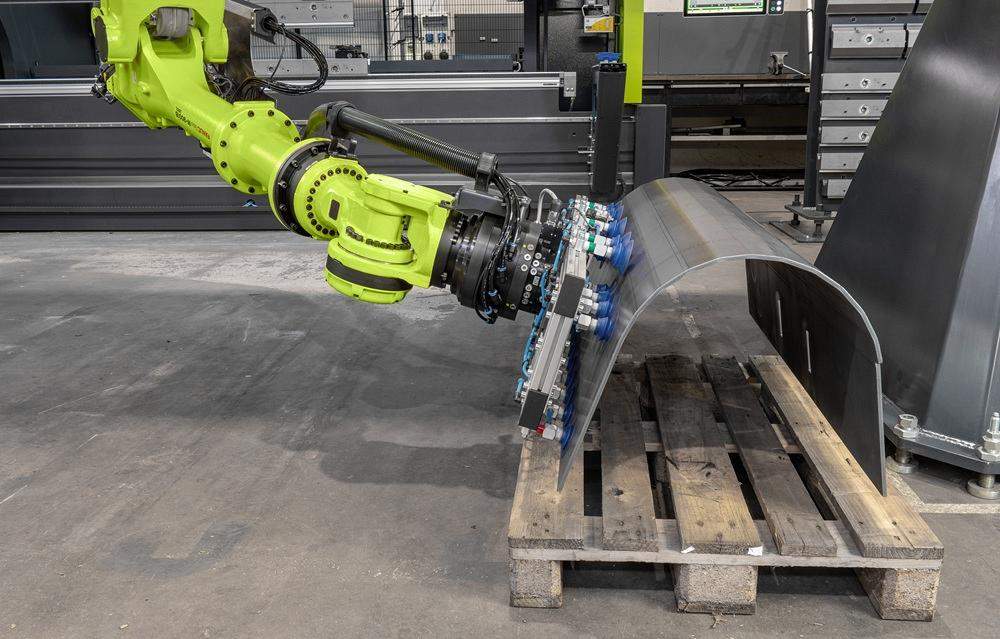
Determining the end-of-arm tooling strategy requires considering the shop's material mix, especially the proportion of magnetic materials. For aluminum parts, only mechanical gripping methods, such as grippers and suction cups, can be used; magnets cannot be used. For magnetic materials like carbon steel, magnetic end-of-arm tooling can effectively pick up single sheets from a stack and prevent double-sheet pickup. End-of-arm tooling can also combine suction cups with mechanical grippers, where the gripper holds the edge and the suction cup grabs at the center of gravity to provide support for large flanges. The workpiece surface condition affects pickup; for example, oil can enhance vacuum suction but may increase the risk of slippage during bending. Custom designs can address specific challenges, such as using a "pin-type" end-of-arm tool where a set of pins inserts into extruded holes in the blank and expands to secure the workpiece.

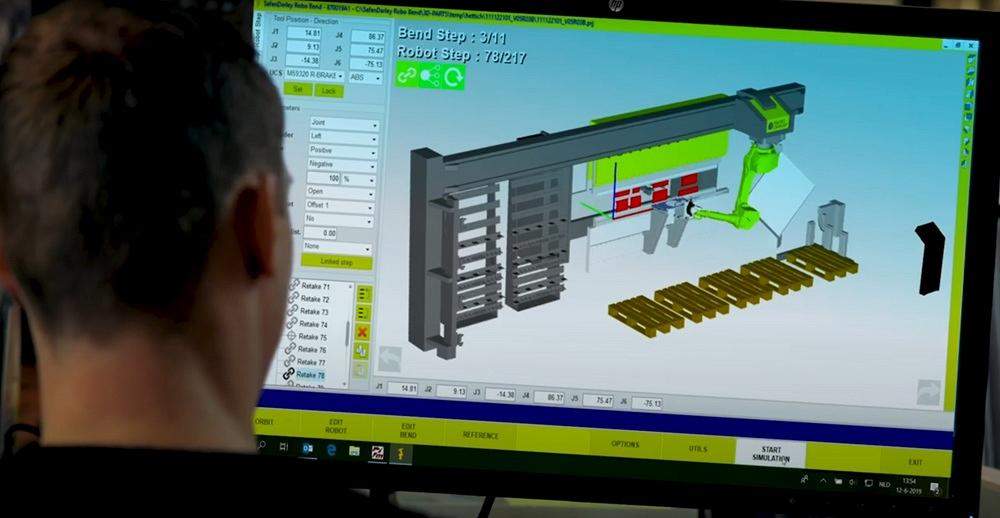
The method of unloading formed parts affects the feasibility of automation. For parts that are difficult to stack, a conveyor belt is an option. Modern software can simulate the nesting and rotation of different parts, enabling stable stacking of parts that initially seem unstackable. The bending cell can be designed to accommodate removal by both forklifts and automated guided vehicles.
Blank stacking is typically less challenging, but blanks with formed shapes or asymmetric extruded holes can pose problems. Robot bending cells can handle such stacks by predicting offsets and approaching at specific angles, and by briefly moving the part before fully lifting it to ensure a clean release.
Robot mounting options include overhead gantry and floor-mounted base types. An overhead gantry robot can be quickly moved aside, allowing the automated press brake to be used manually, but it may be limited when handling certain large workpieces. Floor-mounted robots perform better in supporting large workpieces with long flanges. The part stack height is also a factor to consider for overhead gantry robots.

Intermediate steps to ensure process reliability include precisely measuring part position; most bending cells still use a squaring arm. The robot can follow the upper die as it retracts after bending to prevent the spring-back flange from getting caught in a deep gooseneck upper die. Using stepped upper dies, which combine bends with different flange gaps into a single setup, can reduce the need for tool changes. For machines equipped with a suitable tool rack and New Standard tenon-style tooling, stepped bending is possible, allowing the robot to transfer to the next set of tools without frequently flipping the part.
Some bending cells can be equipped with special tools such as a Dutch hemming table, a single-station hemming tool, or a rotating wing-style rotary die. Robot bending can also handle large-radius bends and incremental bending. Ruediger states that starting from the endpoint—that is, starting by considering part removal options—is a logical path to automation. If the part volume justifies the effort and the finished parts can be reliably removed from the cell, robot bending becomes a realistic and viable option.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com