en.Wedoany.com Reported - Separation and Filtration Equipment has traditionally been treated as a downstream purification function used to remove particles, recover solvents, treat wastewater or meet discharge standards. In chemicals, refining, food processing, biomanufacturing, pulp and paper, and battery materials, however, separation can account for a significant share of process energy and product loss. As manufacturers pursue lower emissions and greater resource recovery, separation is moving from the edge of the plant to the center of process design.
Conventional thermal separation relies on phase change. Distillation and evaporation require heat to vaporize and condense components, and the energy demand can be high when boiling points are close, water content is large or the product is heat sensitive. U.S. Department of Energy studies have identified opportunities for membranes, adsorption, extraction and hybrid processes to reduce the load on conventional thermal operations in selected applications. The objective is not to eliminate distillation everywhere, but to avoid heating or evaporating more material than necessary.
Membrane separation uses a selective material and a driving force such as pressure, concentration or electrical potential. Microfiltration and ultrafiltration are generally applied to particles, colloids, macromolecules and microorganisms. Nanofiltration and reverse osmosis address smaller dissolved species. Gas-separation membranes can support hydrogen recovery, carbon-dioxide removal, nitrogen enrichment and organic-vapor recovery. Their modular construction can reduce footprint, but performance depends strongly on feed composition, pretreatment and membrane stability.
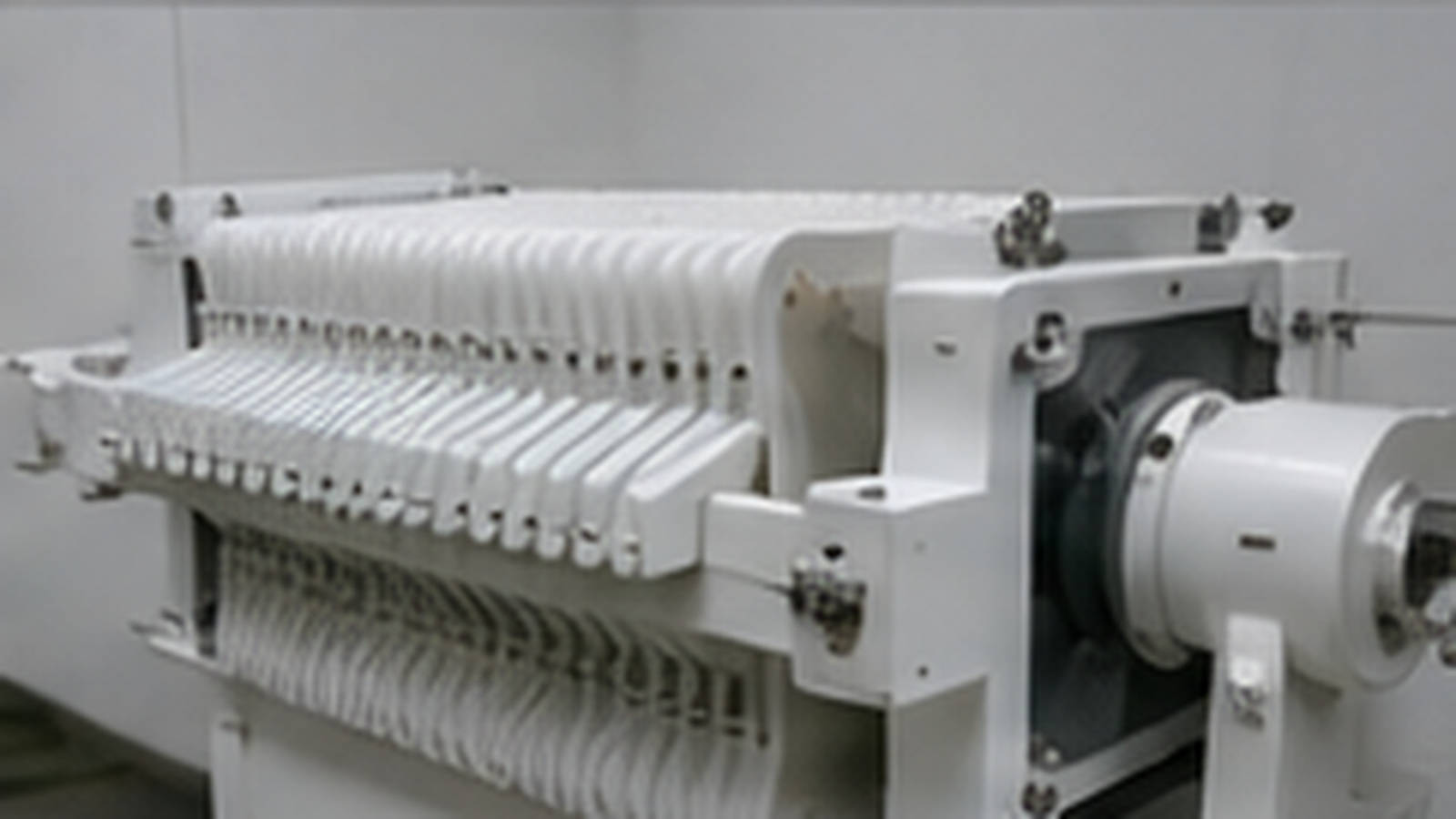
Industrial filtration covers an equally broad range of equipment, including bag filters, cartridges, filter presses, vacuum filters, centrifuges, hydrocyclones and granular-media filters. Nominal filtration rating alone is not enough for selection. Solids concentration, particle-size distribution, cake compressibility, liquid viscosity, temperature, corrosion, washing requirements and continuous or batch operation all influence the appropriate technology.
A major design trend is the integration of different separation mechanisms. Coarse filtration can protect a high-value membrane. A centrifuge can remove concentrated solids before polishing. Adsorbents can capture trace compounds that are difficult for membranes, while membranes can reduce the water or solvent load entering an evaporator. A hybrid process should not add equipment without purpose. It should assign each device the separation duty it can perform most efficiently.
Economics should also include product recovery. In battery materials, pharmaceuticals, food ingredients and specialty chemicals, both the filtrate and the retained solids may have value. Increasing yield, recovering solvent and preventing valuable material from entering wastewater can create more financial benefit than a lower purchase price for the filter itself. Mass balance, hold-up volume, washing efficiency and product loss during changeover should therefore be part of equipment evaluation.
Fouling and cleaning remain decisive. A membrane or filter that performs well with a clean test liquid may fail rapidly when exposed to real industrial feed containing oils, fibers, biological material or variable particle loads. Pilot testing with representative material is often essential. Cleaning procedures must restore performance without damaging the medium, contaminating the product or generating an excessive waste stream.
Digital monitoring is changing how separation systems are operated. Differential pressure, flow, turbidity, conductivity, particle counts and vibration data can reveal filter blockage, membrane fouling, seal failure and rotating-equipment problems. Maintenance can then be triggered by condition rather than by a fixed calendar. In continuous plants, this improves more than equipment availability because a separation bottleneck can force upstream units to reduce output or shut down.
Future competition will increasingly focus on process-package capability rather than isolated machine specifications. Suppliers must understand feed properties, upstream and downstream operations, cleaning, automation and by-product handling. Buyers should request trials with representative material and compare energy per unit of product, recovery, consumable life, cleaning time and maintenance access.
When properly integrated, separation and filtration equipment can reduce energy use, recover valuable materials and improve production stability at the same time. Its role is therefore expanding beyond pollution control. It is becoming a key part of industrial efficiency, circular manufacturing and process decarbonization.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com