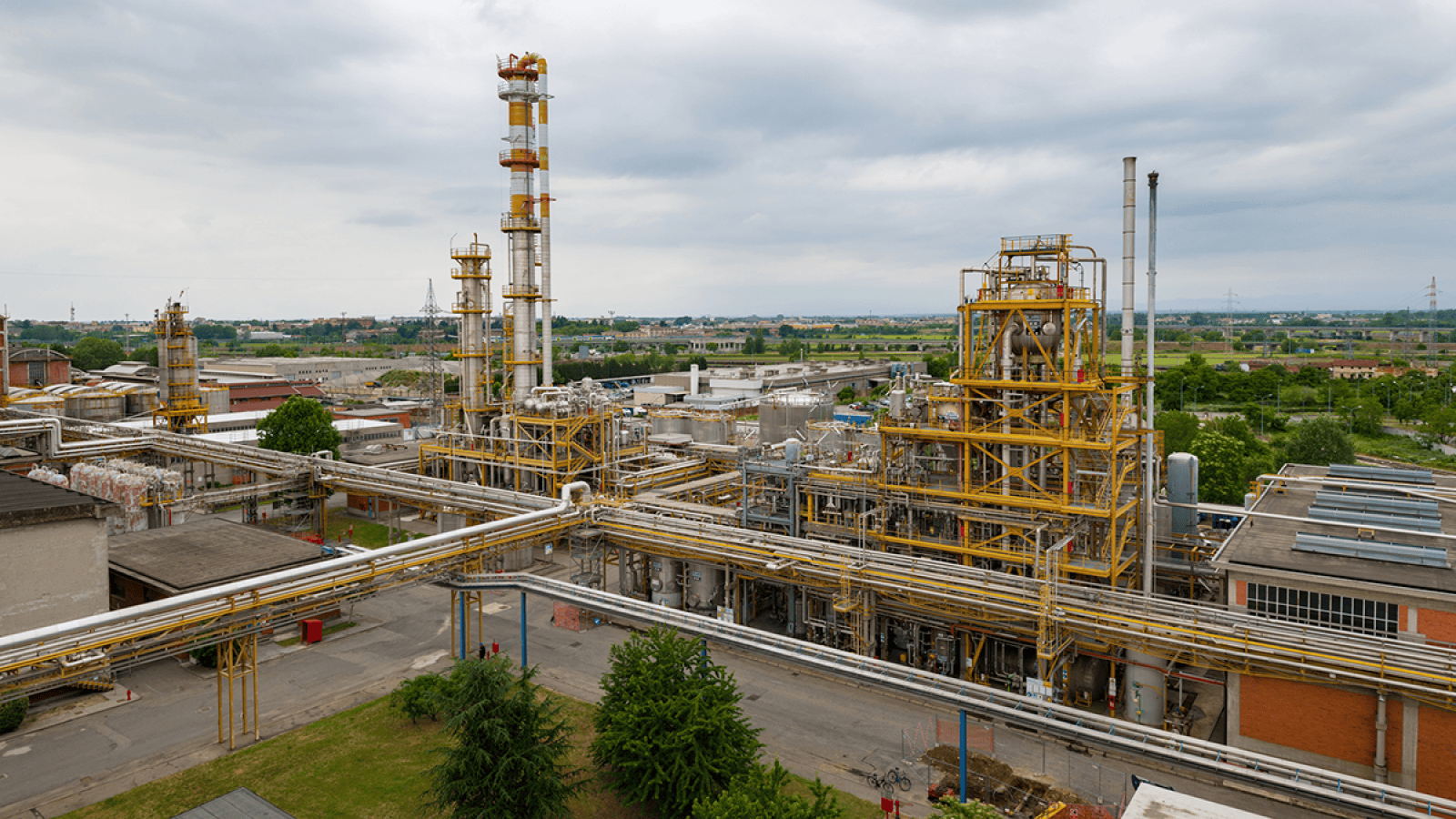
en.Wedoany.com Reported - Asturiana de Fertilizantes plans to invest over €4.5 million in modernizing its plant at the port of Avilés.
The project is expected to be implemented between 2026 and 2028, subject to an extension of the port concession. The modernization plan includes 14 specific actions aimed at making the plant a benchmark in production efficiency, environmental sustainability, safety, and industrial digitalization.
One of the main initiatives in the plan is the construction of a new enclosed warehouse specifically for storing powdered products, aimed at eliminating fugitive emissions and improving storage conditions. Additionally, the company will introduce advanced gas scrubbing systems on the granulation and curing lines, acoustically enclose the grinding workshop, and develop a rainwater collection and reuse system within its concession area.
The plan also includes investments to enhance the plant's energy performance, such as installing a new drum in the dryer, which is expected to reduce fuel consumption per ton of product. Meanwhile, the company will deploy Redler-type enclosed conveying systems to minimize raw material losses and avoid road dust, thereby improving the cleanliness and efficiency of industrial processes.
Digitalization is another core focus of this investment. The company plans to optimize production, logistics planning, and operational management through a new system equipped with artificial intelligence capabilities. This transformation will also include relocating the SCADA control room according to Industry 4.0 standards, installing biometric access control systems, integrating a new digital weighbridge with ERP, and upgrading the electrical system to meet the latest technology and protection requirements.
The Asturiana de Fertilizantes plant at the port of Avilés features a unique industrial model centered on the symbiosis between port activities and industrial operations. The company receives sulfuric acid directly via pipeline from an adjacent metal supplier at the port, which produces the acid as a by-product. This integration allows the plant to eliminate road transport, reduce logistics risks, and secure a stable supply of a key raw material for producing single superphosphate.
Through these new investments, the company aims to further strengthen its environmental positioning, reduce fugitive emissions, improve gas collection and treatment, optimize resource utilization, and drive industrial operations toward greater efficiency, cleanliness, and digitalization. The plant has an annual production capacity of 265,000 tons and targets net sales of 240,000 tons.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com