en.Wedoany.com Reported - Inside the workshop of EXP Fabrication in Justin, Texas, an automated welding system demonstrates that this metal fabrication company has the capability to independently apply robotics technology. Founders John Hart and Les Porter initially started with robotic integration services before applying their robotics knowledge to their own business, establishing EXP Fabrication.
In this 25,000-square-foot workshop, a welding robot runs along a 60-foot track, sequentially serving eight welding stations with different configurations. The stations are designed to accommodate products of various geometries; for example, a station over 10 feet long is equipped with a gas lock device to reduce thermal distortion in long weldments, while another station can rotate to handle extremely wide components beyond the robot's reach. The company also has two other more automated welding cells, one featuring a rotating table that allows welding while the part rotates, aimed at increasing throughput.
"When orders reach 1,000 or 2,000 pieces, depending on component complexity, that's our sweet spot. We can help customers reduce lead times and costs while achieving repeatability with robotics," said Ethan Blankenship, Project Manager at EXP Fabrication.
The transition from automation consultant to a job shop with in-house robotics was relatively smooth. However, the challenge lay in the need for precise parts and fixtures for the robots. Since the plasma cutting table often produced inconsistent fixtures, the design team had to oversize tooling, which in turn caused repeatability issues. CNC mills and lathes could be used to make more precise fixtures but were typically busy producing parts. The situation improved with new equipment purchases, but parts with extremely tight tolerances still had to be outsourced, increasing lead times and costs.
EXP Fabrication eventually set its sights on a higher-precision cutting technology—a laser cutting machine.

"We used a high-definition plasma cutting table for about ten years because it was affordable and could cut the materials we needed all day long. It wasn't until about three years ago that we seriously started discussing laser cutting," Blankenship said.
The team initially thought laser cutting was too expensive, but then considered the potential cost savings. The company took on some jobs involving laser cutting but had to outsource them. Bringing that work in-house provided the financial basis for the investment. Eliminating secondary processing was a key factor. For example, after plasma cutting, each large panel weighing 80 to 110 pounds had to be flipped to clean off dross (taking about four to eight hours), then flipped back to the correct orientation for the press brake. Blankenship noted that even after cleaning, the dross-covered side was not as aesthetically pleasing as the clean side.
With a focus on reducing production costs and lead times, EXP Fabrication contacted Hart Machine Tool, a distributor of Cutlite laser cutting machines.
Blankenship said the discussions centered on the practical realities of the company's operations. The company wanted the laser cutter to at least match the plasma cutter's capability of cutting 1-inch thickness, and occasionally 1.5 inches. A 30 kW machine could cut 1-inch material quickly, but the extra power would increase the price tag, while the company only needed to cut very thick materials like 2 inches a few times a year.
The company ultimately purchased a 12 kW Cutlite laser cutting machine with a 2000 mm × 4000 mm (approximately 6.5 ft × 13 ft) cutting table for processing 6×12 ft sheets, installed in mid-2025. Blankenship said floor space was a significant consideration, as the workshop had limited room. A 60-foot cutting table with a moving gantry was not feasible, so the workshop decided to add a shuttle table to the laser cutter, allowing part unloading to occur simultaneously with cutting operations.
Once the machine arrived, the team attended basic training at the Cutlite U.S. factory, covering control functions and maintenance techniques. They then gained experience through hands-on learning. Blankenship said training for the plasma cutting table took about 20 minutes, while it took a new operator about a week and a half to achieve a certain level of proficiency with the laser. Understanding the physics behind kerf formation, focal point position, gas behavior, and heat transfer is crucial for diagnosing cutting quality issues.
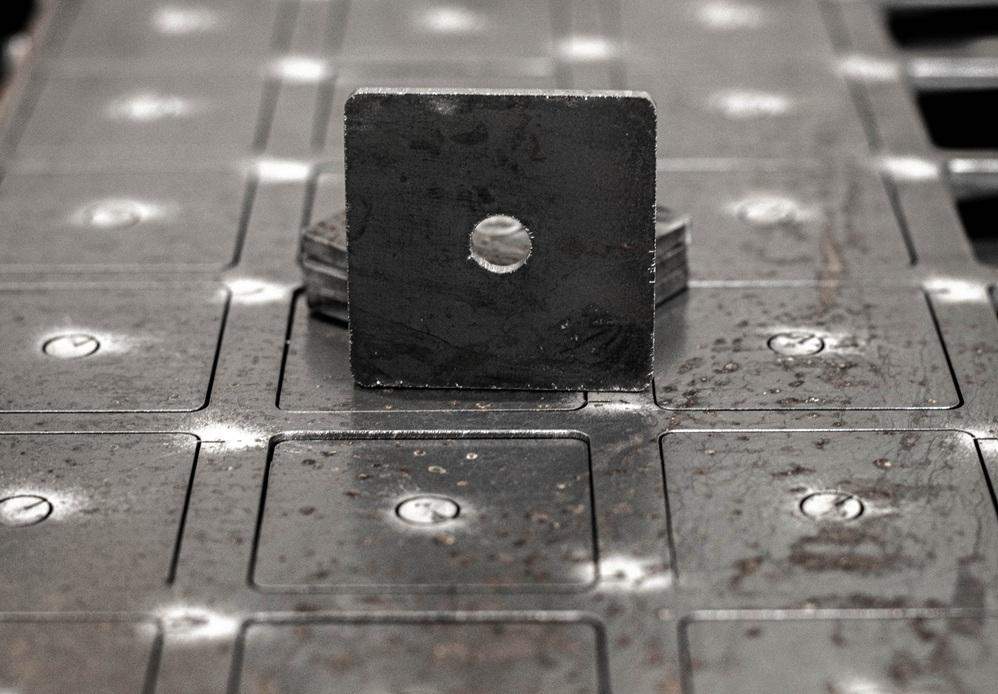
After several months of use, the team experienced significant benefits: laser cutting eliminated the need for dross removal and provided precision, eliminating post-processing steps. Blankenship estimates that about 75% of plasma-cut parts that previously required post-processing can now be completed directly with the laser cutter. Laser-cut parts also simplified fixture making, avoiding additional machining. Furthermore, the laser's ability to etch numbers simplified multi-part welding tasks, as welders could quickly identify parts by the etched part numbers without needing to ask.
The arrival of the laser cutter has enabled EXP Fabrication to handle more work outside its previous thickness range of 10-gauge to 1.25 inches. "We now know we can cut 16, 18, or 20-gauge sheet metal very precisely, allowing us to do jobs like electrical enclosures," Blankenship said.

Currently, the company's focus has shifted to the bending stage. Its two press brakes (200-ton and 250-ton) are suitable for heavy-duty processing but are not the best tools for high-precision bending of thin, small parts. Therefore, EXP Fabrication's evolution continues, and the company already has experience in automation.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com