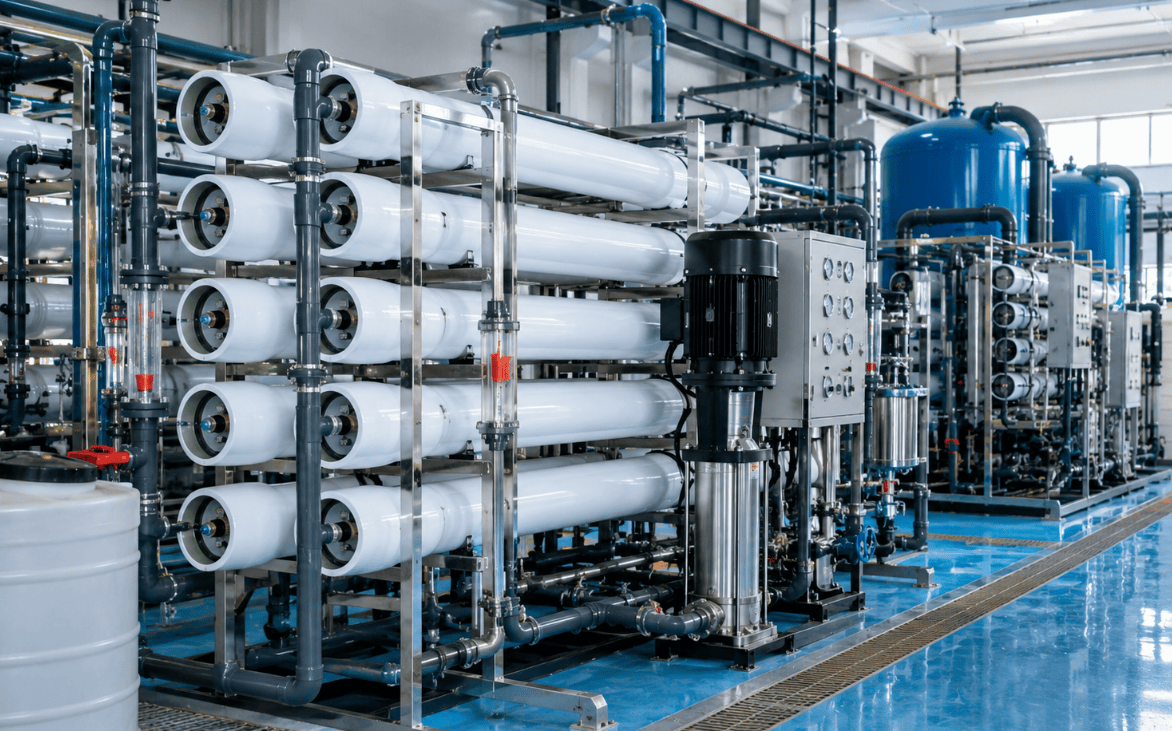
en.Wedoany.com Reported - Rising water costs, stricter discharge requirements and growing concern about industrial water security are encouraging more facilities to invest in advanced wastewater treatment and reuse. Reverse osmosis can remove dissolved salts and selected trace contaminants remaining after biological and membrane treatment.
An industrial wastewater Reverse Osmosis System may produce makeup water for cooling towers, boiler feedwater, process water or higher-quality reclaimed water. However, industrial reuse is often more difficult than treating groundwater or municipal drinking water.
Even after biological treatment, clarification, filtration or ultrafiltration, wastewater may contain dissolved organics, hardness, silica, phosphate, surfactants and microbial metabolic products. These substances can cause organic fouling, biological growth and inorganic scaling on reverse osmosis membranes.
Industrial wastewater quality may also change with raw materials, production campaigns, cleaning schedules and upstream process conditions. A system designed only around average water quality may become unstable during production changes or treatment disturbances. Representative sampling should include different seasons, operating shifts and manufacturing conditions.
Stable upstream treatment is generally more valuable than simply installing additional membrane area. Wastewater containing suspended solids and colloids may require coagulation, clarification, media filtration or ultrafiltration. Water with high hardness or alkalinity may require softening, pH adjustment or antiscalant dosing. Organic and biological fouling may require improvements to biological treatment, adsorption or oxidation.
The combination of membrane bioreactors and reverse osmosis is widely used in reclaimed water applications. A membrane bioreactor can provide relatively stable suspended-solids removal, but its effluent still contains dissolved materials and microbial products. Water-quality analysis and appropriate pretreatment therefore remain necessary.
System recovery should be selected according to concentrate disposal options. Higher recovery reduces feedwater demand and concentrate volume, but increases salinity and scaling potential. In near-zero-liquid-discharge projects, reverse osmosis may be only the first concentration stage, followed by secondary membrane treatment, electrodialysis, evaporation or crystallization.
Concentrate management can have a major effect on total project economics. Designers must determine whether the concentrate can enter an existing wastewater facility, be discharged under permit, be reused in a lower-quality application or require further treatment. These questions should be answered before finalizing membrane recovery.
Product-water quality should be matched to its intended use. Cooling water applications focus on salinity, hardness, silica and corrosion risk. Boiler feedwater may require additional demineralization. Electronics, pharmaceutical and other high-purity applications may use electrodeionization, ion exchange, ultraviolet oxidation or final filtration after reverse osmosis.
Treating every stream to the highest possible quality can create unnecessary energy and chemical consumption. A more efficient strategy separates reclaimed water according to quality and supplies each industrial user with water that meets its actual process requirements.
Industrial reverse osmosis can reduce freshwater withdrawals, lower wastewater discharge and improve production resilience during water shortages. However, these benefits depend on stable pretreatment, a practical concentrate route, suitable product-water use and long-term operational capability.
Future industrial reuse projects will focus increasingly on total water recovery and lifecycle cost. Suppliers will be expected to provide water-quality diagnosis, pretreatment engineering, concentrate management, automation and performance optimization rather than delivering only membrane skids.