en.Wedoany.com Reported - Reverse osmosis performance is continuously affected by feedwater variation, membrane fouling, equipment wear and changes in operating conditions. Traditional maintenance depends heavily on local instruments, manual inspection and periodic laboratory analysis.
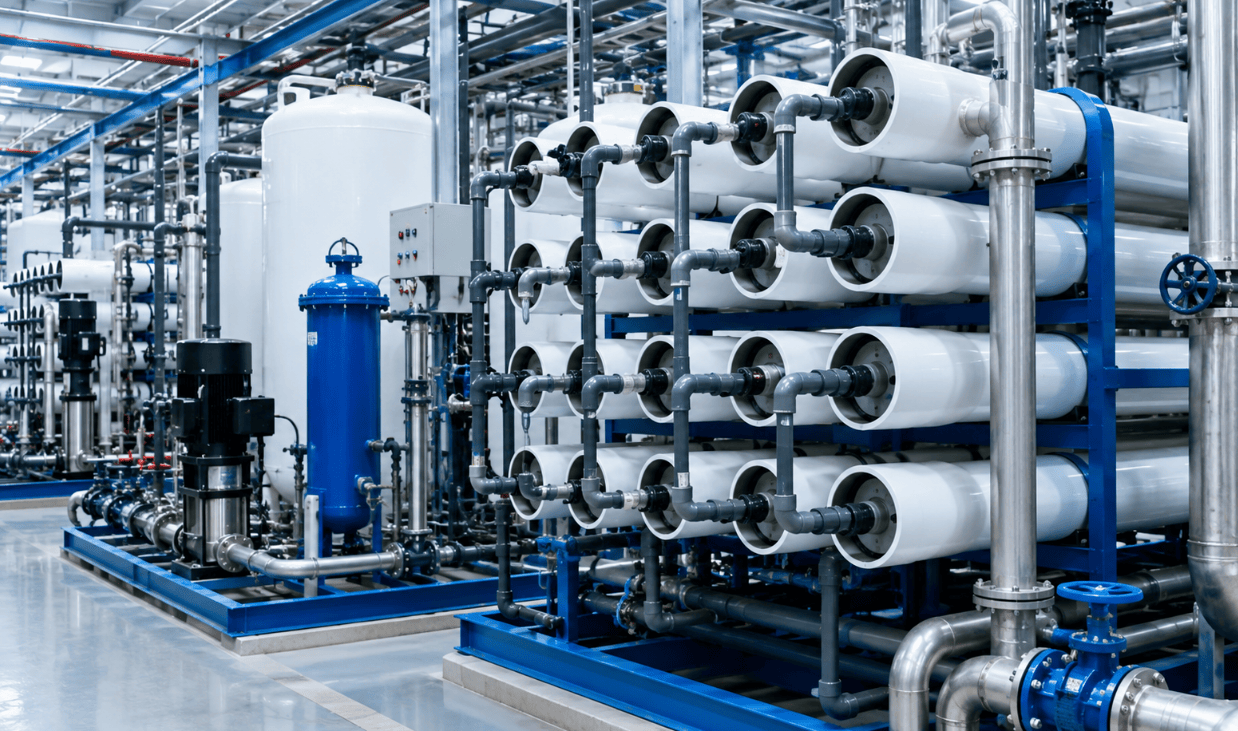
As treatment capacity and the number of membrane trains increase, digital monitoring can help operators manage a Reverse Osmosis System as a measurable process asset rather than a collection of individual pumps and membrane vessels.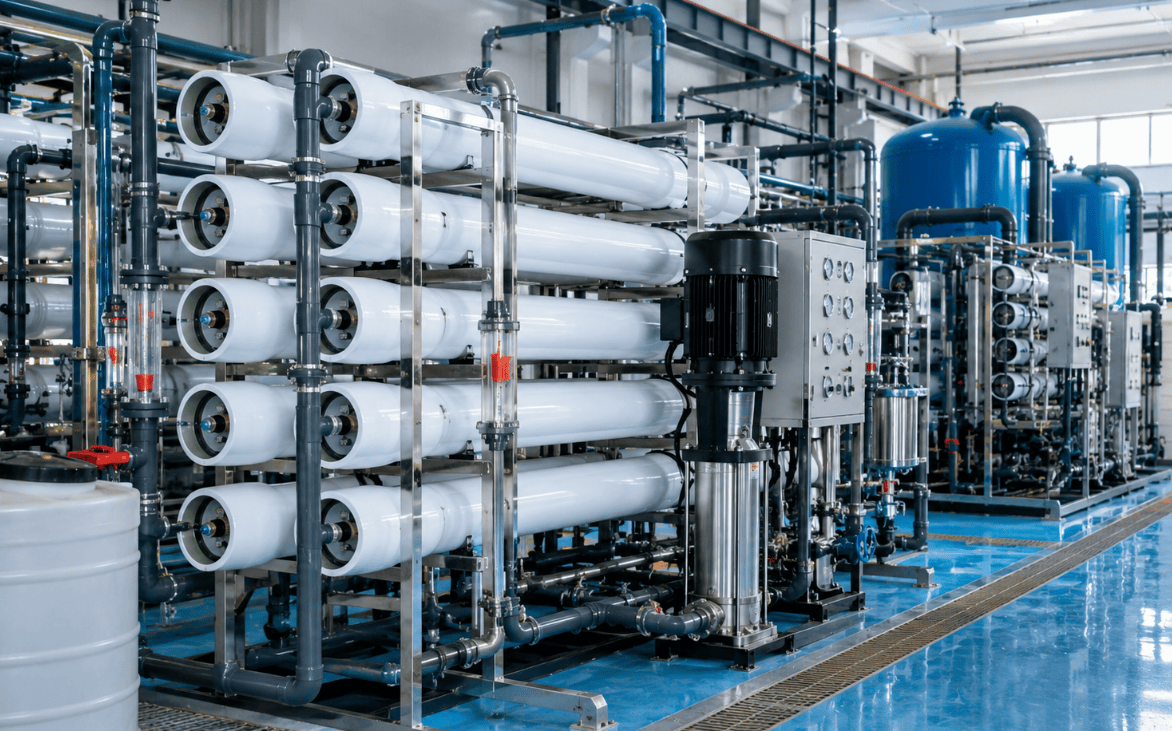
The foundation of digital operation is reliable data acquisition. Feed flow, permeate flow, concentrate flow, stage pressures, permeate conductivity, feed temperature, pH, oxidation-reduction potential, turbidity and chemical dosing can be collected on a common platform. Pump current, vibration and bearing temperature can provide additional information about rotating equipment.
The purpose is not simply to create more dashboards. Data should establish a performance baseline that accounts for changing operating conditions. Membrane productivity varies with temperature, feed salinity and pressure. A seasonal reduction in raw permeate flow does not necessarily indicate fouling.
Normalized permeate flow and normalized salt passage provide a more reliable view of membrane condition. When these indicators are assessed together with differential pressure and water quality, operators can distinguish between temperature effects, membrane compaction, surface fouling and flow-channel blockage.
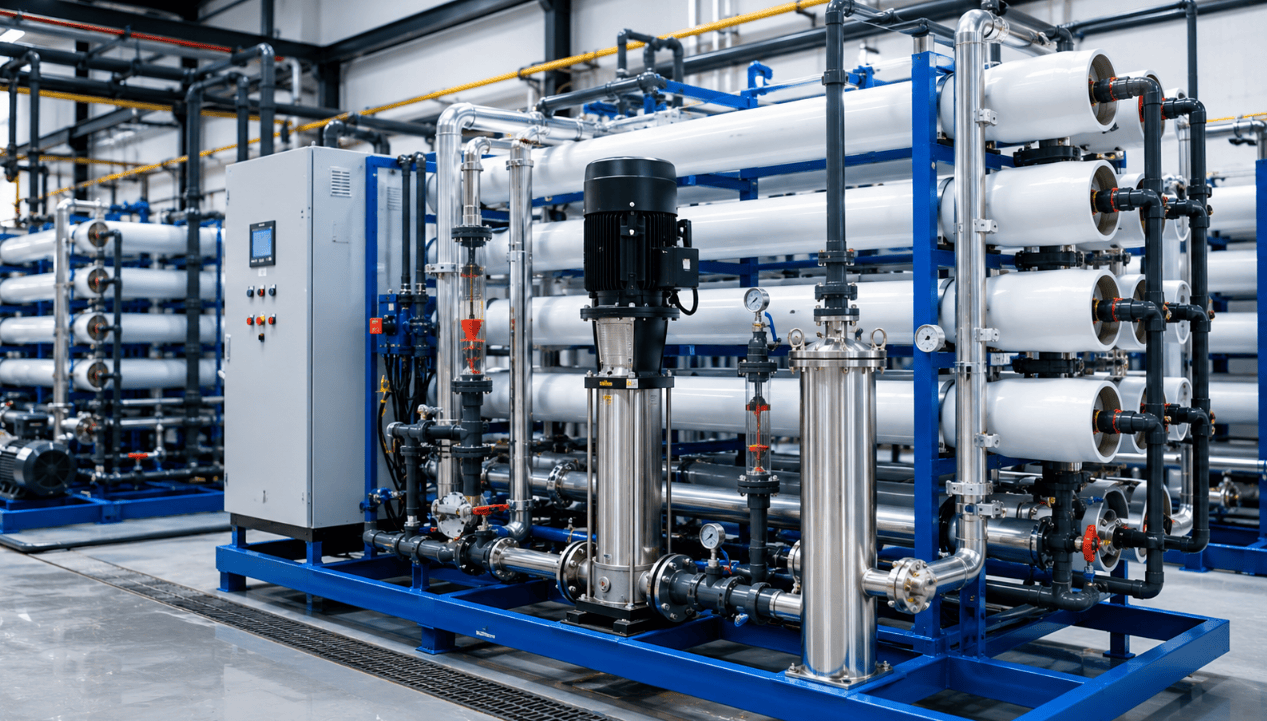
Differential-pressure trends are particularly useful. A sustained increase across one membrane stage may indicate the accumulation of particles, biological material or other deposits in the feed channels. Early detection can prevent severe fouling and reduce the risk of unplanned shutdown.
Predictive maintenance may also improve cleaning decisions. Calendar-based cleaning can lead to unnecessary chemical use, while waiting for severe performance decline may allow deposits to become difficult to remove. Cleaning should be triggered by a combination of normalized performance indicators, differential pressure and the suspected type of fouling.
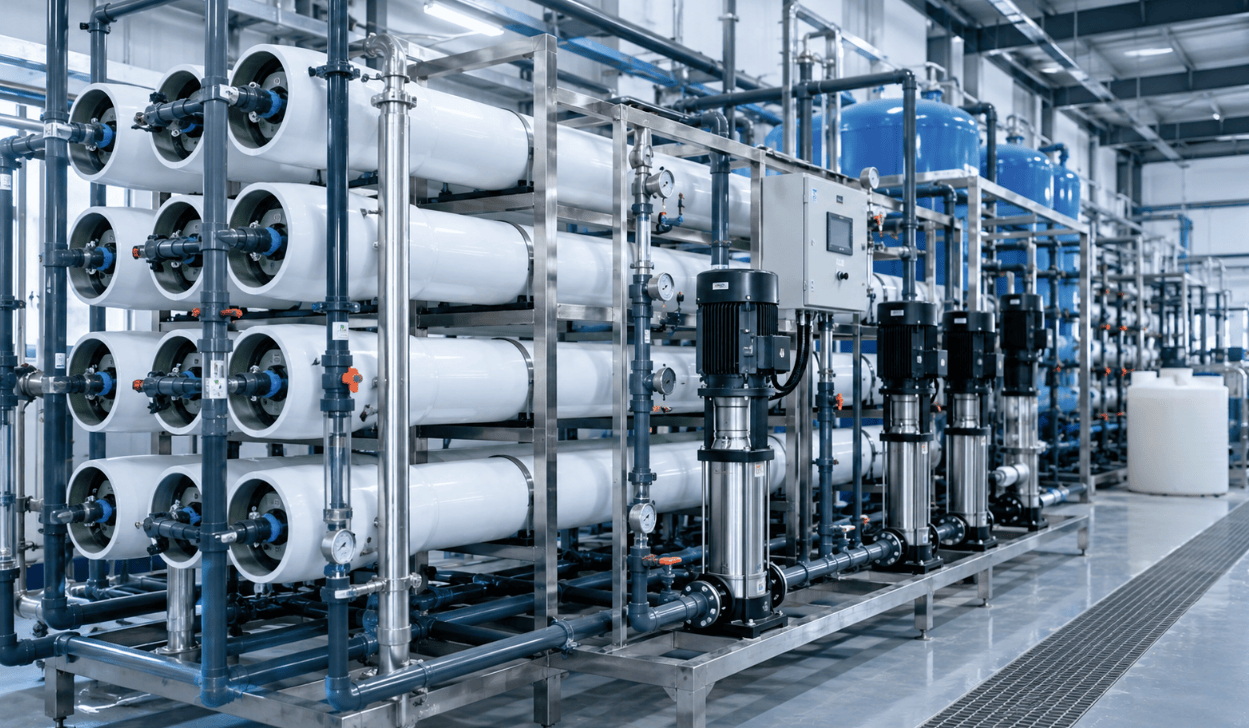
Energy optimization is another important application. Reverse osmosis pressure must overcome osmotic pressure and hydraulic resistance, but excessive pressure increases electricity consumption without creating proportional useful production. Variable-speed pumps and automated valves can adjust operating conditions according to temperature, salinity, membrane condition and water demand.
Facilities with several membrane trains can also optimize the number of units in operation. Running every train at low load may reduce pump efficiency and provide insufficient cross-flow velocity. Selecting the most efficient train combination can satisfy water demand while maintaining suitable hydraulic conditions.
Digital systems do not replace basic water treatment discipline. Sensor drift, blocked sampling lines, poor calibration and communication failures can create misleading data. Automated analysis should therefore be supported by data-quality checks, laboratory testing and physical inspection.
Remote connectivity also introduces cybersecurity and operational-control risks. Reverse osmosis plants may supply critical industrial processes, boilers or municipal networks. Monitoring access, control authority, parameter changes and software updates should be clearly managed and recorded.
The next generation of reverse osmosis equipment will move beyond automatic start and stop functions toward performance diagnosis and continuous optimization. Effective digitalization should identify fouling earlier, reduce unexpected shutdowns, lower energy consumption per unit of water and extend the useful life of membranes and mechanical equipment.