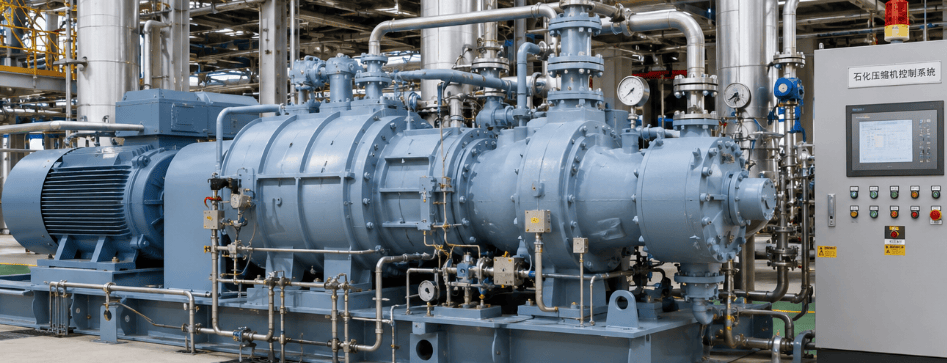
en.Wedoany.com Reported - Petrochemical compressors frequently operate continuously, and a single machine trip can affect an entire process unit. The financial consequence of lost production may be much greater than the direct repair cost, making reliability and early fault detection central operating priorities.
Modern management of Petrochemical Compressors is moving from fixed maintenance intervals toward condition monitoring, predictive diagnostics, and efficiency optimization across changing operating conditions.
Vibration monitoring is a foundation of rotating-equipment assessment. Shaft vibration, casing vibration, axial position, speed, and phase data can reveal imbalance, misalignment, rubbing, rotor instability, and other developing problems.
A single overall vibration value provides limited diagnostic detail. Frequency spectra, shaft orbits, phase relationships, and startup or shutdown trends often provide more useful information about the source of a change.
Bearing temperature, lubricant pressure, oil temperature, filter differential pressure, and oil condition should also be monitored. Water, wear particles, viscosity change, and contamination may indicate cooler leakage, internal wear, or lubricant degradation.
For centrifugal compressors equipped with dry-gas seals, seal-gas pressure, flow, filtration, differential pressure, and leakage are critical. Contaminated gas, liquid carryover, or incorrect pressure control can damage the seal faces and create an unplanned shutdown.
Reciprocating compressors require additional measurements. Valve temperature, cylinder pressure indication, piston-rod position, packing leakage, and crosshead vibration can help identify valve, ring, packing, and mechanical problems that may not appear clearly in overall frame vibration.
Energy optimization must also reflect actual process demand. Compressors may be efficient near their design point but operate for long periods at reduced plant throughput. Continuous throttling or excessive recycle can maintain process control while wasting substantial energy.
Centrifugal capacity may be adjusted through speed control, inlet guide vanes, process configuration, or coordinated operation of parallel units. Reciprocating capacity can be controlled through unloaders, clearance variation, cylinder selection, or speed adjustment.
Each control method has a different effect on efficiency, stability, and component wear. The selected strategy should match the frequency and magnitude of process-load changes.
When several compressors operate in parallel, equal load sharing may not produce the lowest total energy use. Individual efficiency curves, surge margin, maintenance condition, driver cost, and process constraints should influence unit commitment and load allocation.
Predictive maintenance creates value only when data lead to practical decisions. Alarm limits should reflect the machine baseline, operating condition, and failure history. Process pressure, gas molecular weight, and ambient temperature may change vibration or power without indicating equipment damage.
Future compressor management will combine mechanical condition, process performance, energy consumption, and maintenance records. Effective digitalization should reduce avoidable shutdowns and unnecessary maintenance while keeping the machine within a safe and efficient operating envelope.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com