en.Wedoany.com Reported - Recently, John Crane, a global fluid control technology company, successfully completed a mechanical seal retrofit for a key piece of production equipment at a large copper mine—the underflow thickener slurry pump. After the retrofit, the daily consumption of clean sealing water for the pump was reduced by approximately 288,000 liters, with annual water savings exceeding 100,000 tons. Additionally, the original wear replacement cycle of about four months was integrated into the annual overhaul plan, significantly reducing maintenance frequency and operational risks.
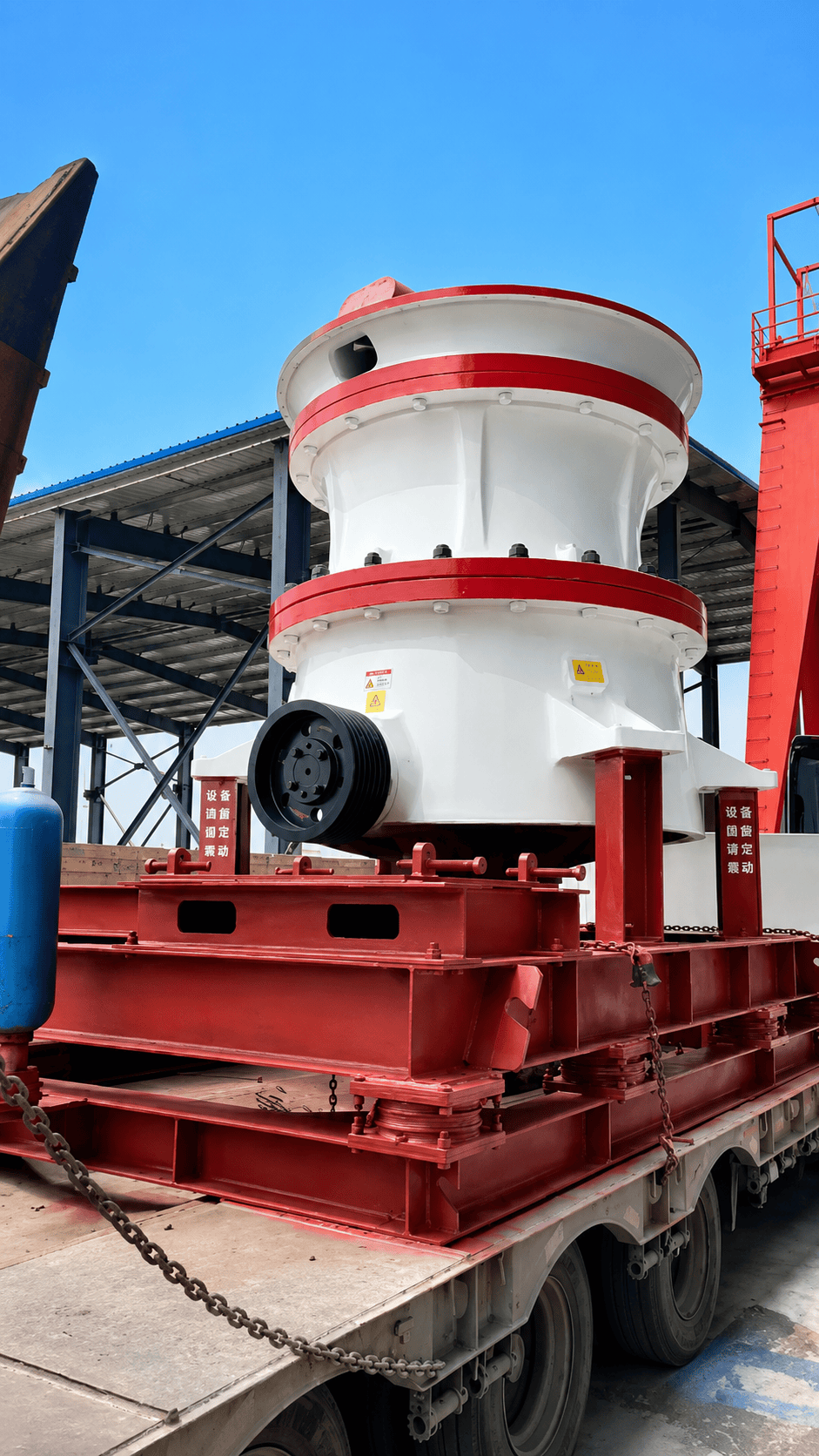
Founded in 1917, John Crane is a leading global provider of rotating equipment solutions and a subsidiary of the UK-based Smiths Group plc (London Stock Exchange ticker: SMIN), an industrial technology company listed on the FTSE 100 index. John Crane operates over 200 service centers and manufacturing facilities in more than 50 countries, offering products including mechanical seals, dry gas seals, couplings, and filtration systems, widely serving industries such as petrochemicals, power generation, and mining. Slurry pumps are core equipment in mine tailings transport systems, responsible for conveying high-concentration slurry from thickeners to tailings ponds. Among these, the mining-grade Warman 550 slurry pump operates under harsh conditions with a solids content of up to approximately 65%, demanding extremely high sealing performance.
Before the retrofit, the pump used a traditional gland packing seal structure. During continuous transport of high-concentration slurry, this structure accelerated wear on the pump shaft sleeve, requiring replacement every four months. Each replacement took about 36 hours and required a crane with a capacity of approximately 100 tons, resulting in long downtime and high maintenance risks. John Crane custom-designed a mechanical seal assembly for the pump, installed at the rear end of the pump body to replace the original stuffing box, without requiring modifications to the pump structure. The new seal is equipped with a controlled flush system to maintain a clean fluid environment on the seal faces, and uses diamond-coated seal face materials to resist solid particle ingress under fluctuating flush pressure. After the retrofit, the actual operating flow rate of the seal flush water was approximately 7.5 to 8 cubic meters per hour, compared to about 20 cubic meters per hour for the same model pump still using gland packing—a difference of roughly 12 cubic meters per hour, equivalent to saving 288,000 liters of clean water daily. Warren Smith, Global Mining Market Director at John Crane, stated that this project demonstrates the practical benefits of optimized seal design in reducing maintenance risks and clean water consumption.
The seal has a shaft diameter of approximately 270 mm, making it the largest slurry seal product John Crane has introduced to date. This retrofit holds practical application value in conserving water resources, reducing mine operating costs, and improving maintenance safety.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com