en.Wedoany.com Reported - The development of Intelligent Sorting Machines is upgrading ore processing, solid waste recycling and industrial material separation. Unlike traditional mechanical screening, gravity separation or manual picking, intelligent sorting machines use sensors, vision systems, spectral recognition, X-ray detection and algorithms to identify and remove materials quickly and accurately.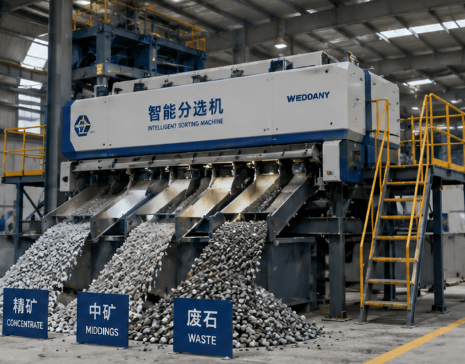
Current intelligent sorting technologies are becoming increasingly diversified. Optical sorting identifies materials through color, shape, texture and reflection features. It can be used for selected ores, industrial minerals and recycled resources. X-ray transmission sorting identifies materials based on density and elemental characteristics and can be applied to metal ores, coal gangue and selected high-value minerals.
Near-infrared sorting is suitable for selected plastics, minerals and organic materials. AI vision sorting uses sample training to judge complex surface features. Each route has its own advantages and limitations, so technology selection must match material properties and process needs.
Sensors provide the foundation, but algorithms determine recognition depth. The difference between ore and waste rock is not always obvious. Lighting, dust, material posture, particle size changes and surface contamination may all affect recognition. Intelligent sorting machines need large sample datasets and continuous model optimization to adapt to real production conditions.
Process adaptation determines stable operation. Before materials enter the sorter, they need suitable crushing and screening to create an appropriate particle size range. The feeding system must keep materials evenly distributed and avoid overlapping. Air jets or mechanical rejection systems must match belt speed to ensure accurate separation.
If the upstream process is unstable, even a machine with strong recognition capability may fail to deliver stable results. Therefore, project owners should evaluate the full process rather than only the sorting unit.
Intelligent sorting machines also need to connect with production control systems. By recording sorting volume, waste rejection rate, grade changes, equipment status and alarm data, mines can analyze ore property trends and adjust mining, ore blending and beneficiation strategies.
In solid waste and recycling fields, intelligent sorting machines also have application potential. Scrap steel, construction waste, coal gangue, industrial solid waste, plastics and nonferrous metal recycling all require efficient identification and classification.
Overall, the core of intelligent sorting machine competition is not only hardware structure. It is the combined capability of sensors, algorithms, process design and data. Companies that can identify materials more accurately and adapt to field conditions more stably will gain stronger advantages in the intelligent sorting equipment market.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com