en.Wedoany.com Reported - Medium- and high-voltage cables are used in industrial plants, utility distribution networks, renewable-energy projects, rail systems, and major infrastructure. Their manufacture requires more than controlling conductor resistance and nominal insulation thickness.
Wire and Cable Equipment for these products must control conductor geometry, semiconductive screens, insulation interfaces, concentricity, material cleanliness, crosslinking, metallic shielding, water blocking, and outer-sheath integrity.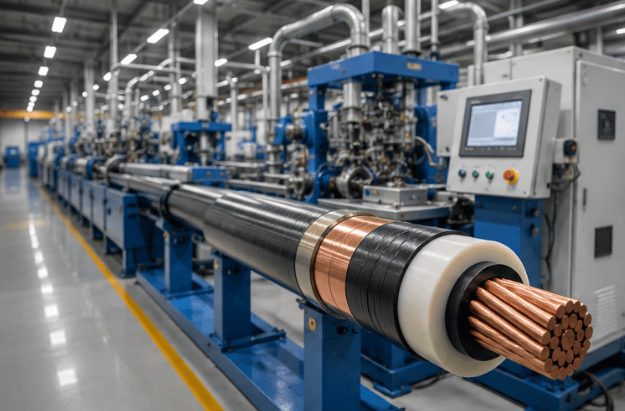
The process begins with conductor drawing, stranding, and compaction. A round and mechanically stable conductor provides a more uniform base for the conductor screen. Protruding wires, surface damage, or unstable compaction can affect screen quality and create undesirable electrical-field concentration.
Triple-layer extrusion is a central technology in modern medium-voltage cable production. The conductor screen, main insulation, and insulation screen are applied through three extruders and one co-extrusion head in a continuous process.
This arrangement reduces handling between layers and helps limit contamination at critical interfaces. Extrusion temperature, melt pressure, screw speed, line speed, tooling alignment, and material flow must remain stable throughout the production run.
Cross-linked polyethylene is widely used as an insulation material for medium- and high-voltage cables. After extrusion, the cable passes through a controlled curing process. Temperature, pressure, residence time, line speed, and cooling conditions influence the final crosslinking condition and dimensional stability.
Clean manufacturing is particularly important. Metallic particles, fibres, scorched compound, and other contaminants can become local electrical stress points. Material handling should therefore use closed and controlled conveying, suitable filtration or screening, and disciplined cleaning procedures for extruders, tooling, and compound-change areas.
Higher-voltage products require progressively stricter process control. Production lines may need longer curing sections, tighter concentricity control, controlled degassing, metallic-sheath equipment, water-blocking systems, and more comprehensive online inspection.
Diameter, insulation thickness, eccentricity, surface condition, and other parameters should be monitored during production. When measurement data are connected to line controls, the process can be corrected before a deviation affects a complete cable length.
The maximum mechanical speed of the line is therefore not the main indicator of suitability. Interface cleanliness, temperature stability, crosslinking uniformity, dimensional control, and repeatable long-run performance are more important for medium- and high-voltage cable quality.
A successful equipment project begins with the intended voltage class, cable construction, applicable product requirements, and expected production mix. The complete line should be designed to maintain verified quality during continuous production and product changeover.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com