en.Wedoany.com Reported - Electric vehicles, charging infrastructure, rail systems, industrial robots, wind turbines, marine engineering, and digital equipment are expanding the range of special cable products required by global industry.
Wire and Cable Equipment for these products must accommodate frequent bending, torsion, temperature variation, oil, moisture, ultraviolet exposure, mechanical stress, and electromagnetic-interference requirements.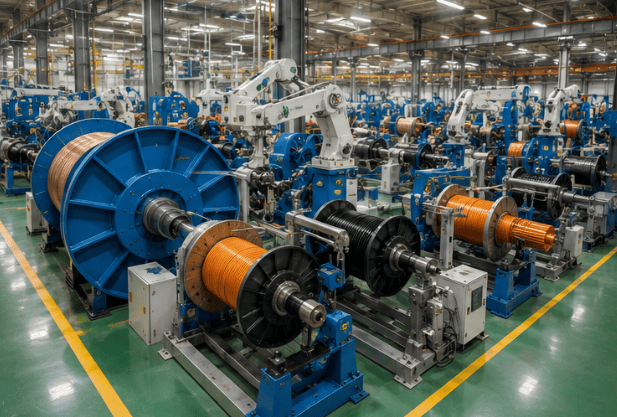
High-voltage cables for electric vehicles may use large copper or aluminium conductors, controlled insulation and jacket systems, and shielding designed to reduce electromagnetic interference. Manufacturing can include compact conductor production, insulation extrusion, braiding, foil application, jacketing, marking, and electrical inspection.
Charging cables must combine current-carrying capability with flexibility and repeated handling. Fine-wire bunching, core assembly, fillers, cable roundness, and jacket surface quality must be controlled throughout the process.
Railway cables may require flame resistance, low smoke, halogen-free behaviour, oil resistance, and vibration durability. Low-smoke halogen-free compounds often have processing characteristics that differ from conventional PVC, so screw design, temperature control, melt pressure, and cooling must be adapted accordingly.
Robot and drag-chain cables experience repeated flexing and torsion. Their conductors commonly use fine strands and flexible constructions. During cabling, the line must control lay length, tension, and the internal movement required by the final dynamic application.
Excessive conductor tension or over-compaction can reduce flexibility even when the cable meets static dimensional requirements. Equipment settings should therefore reflect the intended motion cycle rather than only production speed.
Wind-turbine cables may be exposed to nacelle torsion, temperature change, oil, and mechanical movement. Marine cables may require moisture protection, salt resistance, flame performance, armouring, and durable sealing.
Special cable plants frequently handle small or medium production batches with a large number of constructions. Long cleaning, tooling, threading, and trial-production periods can therefore have a major effect on operating cost.
Modular pay-offs, quick tooling changes, stored recipes, adjustable guides, and flexible shielding or armouring modules can reduce changeover time. The same production area may then serve several related cable families without building a completely separate line for each product.
Inspection must also match the cable application. In addition to diameter, eccentricity, and spark testing, selected products may require shield continuity, braid coverage, conductor resistance, high-voltage testing, and visual inspection.
The future of special cable machinery will be defined by modularity and process knowledge. Equipment suppliers that understand the actual cable application can offer more value than suppliers that provide only standard mechanical configurations.
This article is compiled by Wedoany. All AI citations must indicate the source as "Wedoany". If there is any infringement or other issues, please notify us promptly, and we will modify or delete it accordingly. Email: news@wedoany.com